日本の仕事 “ラグ溶接”
今回は日本の仕事“溶接”を紹介します。
“溶接”それは自転車フレームを製造するに当たり、無くてはならない作業の一つです。
溶接方法は大きく3つに分けて、ラグ溶接、ラグレス溶接、TIG溶接があります。
 (ラグ溶接)
(ラグ溶接)

(ラグレス溶接)

(TIG溶接)
TOYO FRAMEはこれら3つ全ての溶接を世界最高峰で行っております。
その中でもラグ溶接の紹介です。
日本のラグ溶接は溶接後のラグ外側とパイプが焦げずに綺麗なことは当たり前。
さらにTOYO基準ではラグとパイプ際のピンホール、真鍮ロウの引けは溶接不良とみなします。
なので溶接中は最後の最後まで気を使い、目が離せません。まさに魂を込めるといった感じです。

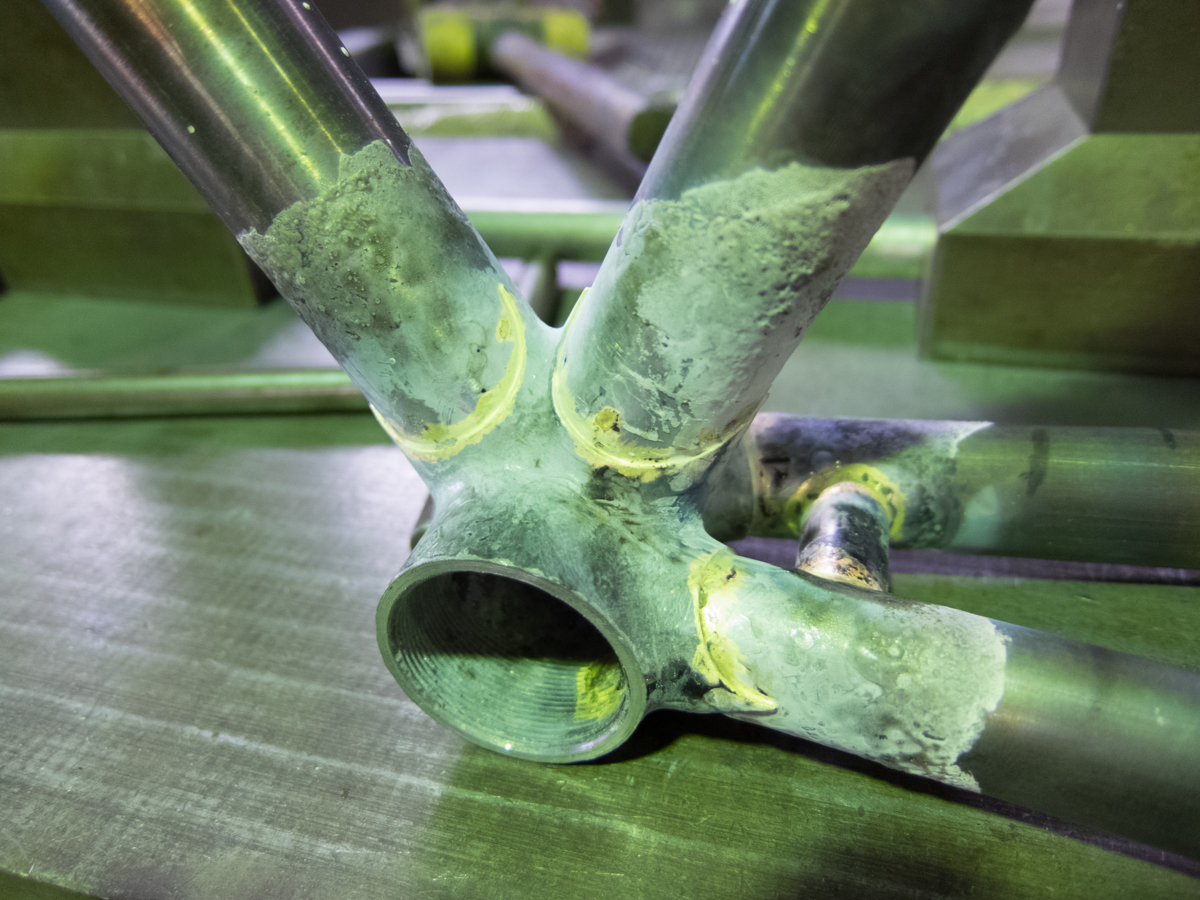
ラグ外側が綺麗なことも肝心ですが、もっと肝心なことはラグ内側。
上記写真のようにラグとパイプの隙間いっぱいに真鍮ロウが溶接されて始めてラグ溶接されていると言えます。
ここにしっかりロウ材が詰まっていないとラグ溶接本来の強度、剛性を得ることは不可能です。
これは台湾、中国生産ラグ溶接フレームに真似することはまず出来ないでしょう。
これが日本の仕事です。
~ここから先は専門的になります。ご興味のある方は是非読んでみて下さい~
まず台湾、中国生産のラグ溶接と日本のラグ溶接は溶接に使用する炎が違います。
台湾、中国生産のラグ溶接はアセチレンと言う部分的に素材を暖める炎を使います。
これでラグ溶接するには見てくれだけ溶接したように見せることで精一杯。
ラグ内側までしっかり溶接出来ていません。
さらに応力が集中するラグとパイプの際を部分的に暖める為、そこだけが脆くなりクラックが入ります。
一方、日本ではプロパンと言う全体的に暖める炎を使います。
これは外側だけでなく内側まできちんと暖めないとロウ材が溶接されません。
内側が暖まったかはほんの少しの暖めている素材の色の変化で判断します。
それを見損なうとすぐオーバーヒートとなり周りは焦げ、素材はダメになり自転車としての最低限の強度も剛性も出ません。乗り物として安全性のないものは製品として成り立たないのです。
拠ってほんの一瞬を逃してはいけません。技術と経験がないとプロパンで溶接することができないのです。